缸壁里孔熔铜在新件和旧件(再制造修复)应用的工艺流程如下:
里孔熔铜工艺流程如下:
①精镗内孔;②平端面,修倒角;③车两处架窝,保证架窝与内孔同轴度;④粗车内止口;⑤熔铜;⑥精镗里孔尺寸;⑦平端面;⑧以里孔为基准,修两端架窝;⑨熔敷后的表面比较粗糙,半精车、精车内止口。
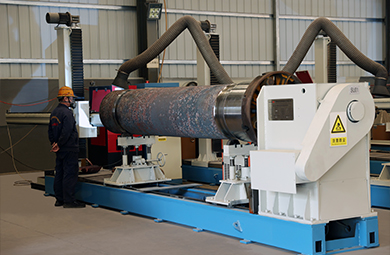
液压油缸熔铜再制造修复,采用熔敷铜合金工艺对缸筒内表面因腐蚀、侵蚀、拉伤的密封面进行再制造式修复,取得了很好效果,熔铜工艺在再制造中工艺流程如下:
①镗削里孔,里孔锈蚀严重;②车止口;③熔铜;④镗、车里孔、止口 。
内壁熔铜再制造工艺可以处理因内孔磨损 、拉伤、锈蚀等深度小于1mm的报废缸筒。经尺寸修复、强化处理后恢复到原尺寸精度,同时缸筒综合机械强度得到保持或略高于原有数值。
合理利用
缸筒熔铜工艺能有效缩短大修周期,而且产品的综合质量也大幅提升。对于一些壁厚较厚,占据大部分成本费用的油缸,当里孔锈蚀、拉伤严重时,可以考虑采用里孔熔敷铜合金修复工艺,做到了大修的低耗,优质、高效 。