冷焊技术在液压支架底缸内壁修复上有着良好的应用前景。
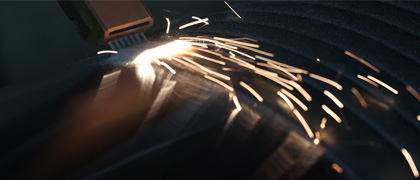
冷焊技术是近年来出现的一种新的冷弧焊接工艺,是对传统熔化极气体保护焊工艺的重大改进。该技术采用先进的电子技术对焊接电流波形及电压进行控制,并配合熔滴的短路过渡,从而实现对焊接热输入的控制,不仅可以大幅降低焊接热输入,降低熔覆层的稀释率,而且有利于提高熔覆层质量。
冷焊技术主要特点:
(1)焊接热输入小,冷焊时其热输入仅为传统熔化极气体保护焊的1/3,甚至更低。因此焊接热影响区小,工件变形小;
(2)熔覆层稀释率低,冷焊后的熔覆层稀释率小于2%,获得质量及性能更高的熔覆层;
(3)适用焊材及基材范围广,冷焊设备基本可适用市面上所有的碳钢、不锈钢、Al、Cu、Ni等不同类型药芯、实心焊丝及基材;
(4)飞溅少,冷焊焊接时飞溅极少,基本可做到无飞溅焊接。
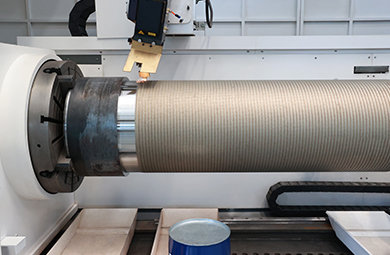
河南省煤科院耐磨技术有限公司试验选用规格为 φ530 mm的液压支架底缸,试验设备选用我公司自主研发生产的
IG数控内壁低温冷熔设备,所用焊材为
铝青铜焊丝。
煤机缸内孔熔铜工艺:一、冷焊前清洗;二、冷焊过程;三、内壁的机加工。
为了检测
立柱外缸内壁熔铜的应用效果,对其进行磨损实验和盐雾腐蚀实验。试验结果如下:
油缸内壁冷熔铜后,其耐磨性、耐腐蚀性能均得到不同程度的提高,熔覆层与基材相比,其相对耐磨性约为1.8倍,相对耐腐蚀性约为6.2倍,表明熔覆层的性能得到了强化。耐磨性的提高,使得液压支架底缸内壁在工作过程中更不易被磨损,且耐腐蚀性显著提高,延长液压支架底缸的使用寿命。此外,根据液压支架底缸的性能要求,可采用不同的焊材,得到不同性能的熔覆层,获得不同的强化效果。由此可见,冷焊技术在液压支架底缸内壁修复上有着良好的应用前景。